
Dans l’industrie agroalimentaire, on trouve généralement les produits et les ingrédients soit sous une forme plutôt liquide soit plutôt solide. Les principaux avantages des systèmes solides sont qu’ils sont anhydres (pas de risques microbiologiques) et présentent un stockage facilité (conditionnement). Les poudres sont des systèmes solides particulièrement utilisés et parmi les plus connus, on retrouve le sucre en poudre (cristal, semoule, glace), les poudres de lait et les poudres de cacao ou de chocolat. Dans tous les cas, le phénomène d’agglomération des grains existe et pose un réel problème pour les utilisateurs. Ce phénomène aussi appelé « mottage » est dépendant de la nature intrinsèque du grain mais aussi des conditions environnementales (facteurs extrinsèques). Pour l’éviter et le maitriser, il faut donc le comprendre…décryptage…
1- La poudre : un état de la matière à part entière
Par définition, la poudre est un matériau composé de particules solides qui restent en contact. Cet état physique est quoi qu’on en dise instable. Cette catégorie, appelée un « milieu granulaire », est bien plus complexe qu’il n’y parait car il présente trois comportements différents :
- La poudre est capable de se déformer, comme les solides,
- La poudre s’écoule, comme les liquides,
- La poudre se compresse, comme les gaz.
Les poudres sont donc des milieux solides dispersés dans l’air ambiant et peuvent se compartimenter selon la granulométrie des grains qui les composent (quelle que soit leur nature). Par ordre croissant de taille on parle de :
- Poudres ultra-fines : lorsque la taille est inférieure à 1 µm,
- Poudres super-fines : si la taille est comprise entre 1 et 10 µm,
- Poudres granulaires : si la taille est comprise entre 10 et 100 µm,
- Solides granulaires : pour des tailles comprises entre 100 et 3000 µm,
- Solides brisés : si la taille est supérieure à 3000 µm.
D’un point de vue physicochimique, un milieu granulaire se caractérise selon plusieurs propriétés :
- La granulométrie : la taille des particules a un rapport direct avec le volume de la poudre et le nombre de particules qui compose ce même espace,
- La forme et la densité des grains : selon si la particule est aléatoire ou parfaitement ronde, les grains vont plus ou moins glisser les uns sur les autres ce qui va donc conférer au volume un écoulement plus ou moins facilité.
- La porosité interstitielle (p) : qui représente le vide entre les particules par rapport au volume total occupé par ces mêmes particules.
2- Les facteurs à risque du mottage
Une poudre est un état instable ; son état le plus stable est donc celle du bloc solide. L’état intermédiaire entre l’écoulement libre et le bloc solide est appelé « l’état motté. Une poudre qui s’écoule est une combinaison des propriétés propres aux particules et de l’environnement dans lequel elle se situe. Si ces conditions sont modifiées, la poudre ne s’écoule donc plus librement. Quatre facteurs sont à considérer :
- L’humidité ambiante : Risque prépondérant (surtout si la poudre est hydrophile – aime l’eau). En effet, il existe toujours une part d’humidité dans l’air ambiant. La vapeur d’eau se condense localement à la surface des grains et peut créer des points de contact entre les particules.
- La température de stockage : Pour expliquer ce phénomène on se réfère à la température de transition vitreuse : passage de l’état cristallin à l’état liquide-plastique. Pour un sucre (saccharose), sa température de transition est estimée entre 57 et 79°C. Le glucose, lui présente une température de 31°C. Ainsi, par comparaison, pour un stockage de ces ingrédients à 35°C, le glucose aura plus tendance à motter car il se sera liquéfié en partie créant alors des ponts liquides avec les grains voisins.
- Le temps de stockage : Il faut savoir que le phénomène de mottage se renforce avec le temps.
- Les conditions de stockage (volume/conditionnement) : ici, on parle de la pression exercée au bas d’un tas de poudre qui augmente la surface de contact et conduit à l’adhésion des grains entre eux.
3- Les mécanismes du mottage
Les grains qui composent une poudre sont soumis à plusieurs forces :
- la cohésion entre les grains (noté c)
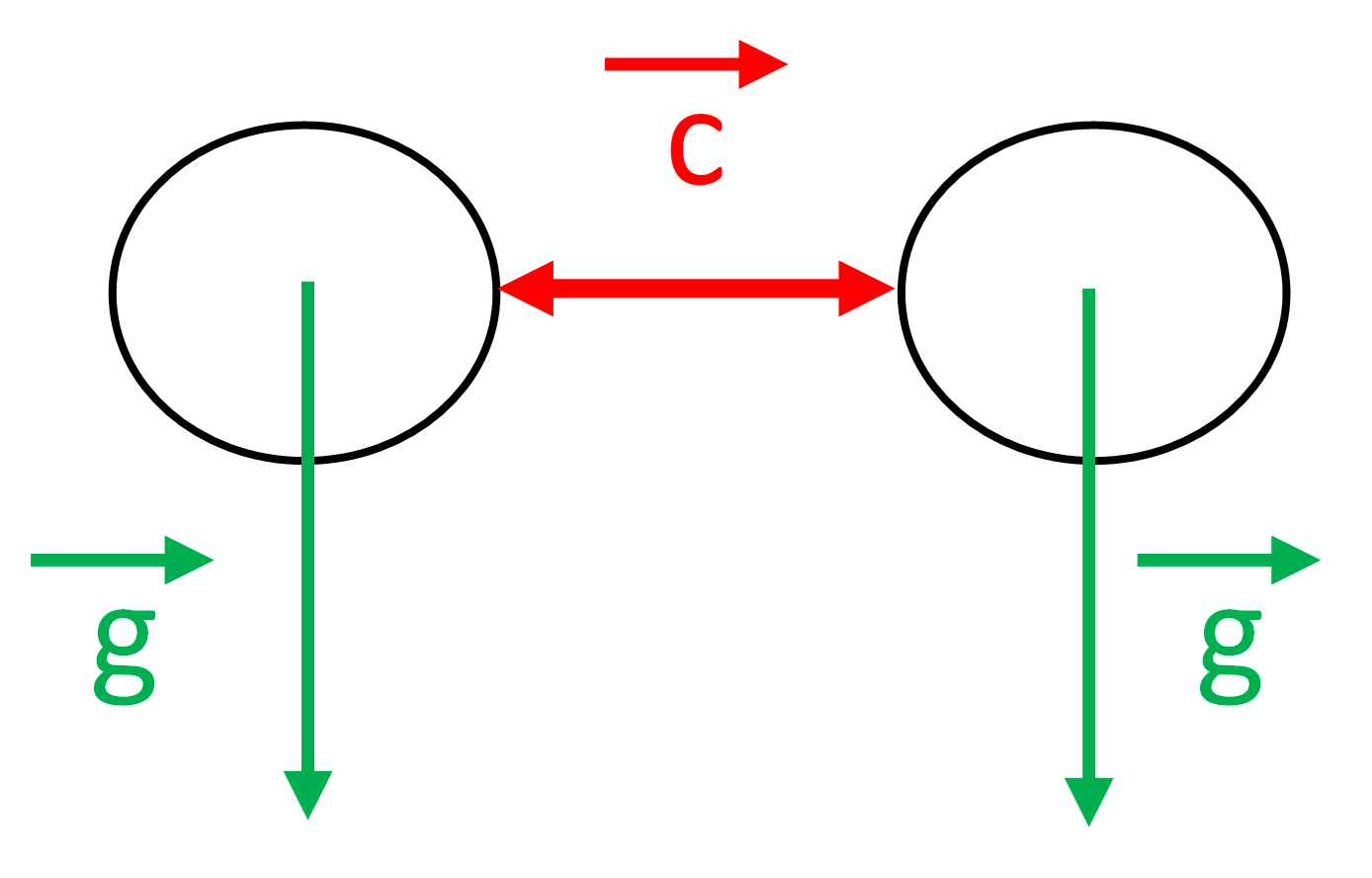
Schéma : AGIR
- la gravité (noté g)
Si les forces de gravité sont supérieures aux forces de cohésion, la poudre s’écoule librement. Par contre, si le rapport des forces s’inverse, la poudre ne s’écoule plus : c’est l’état de mottage.
Ainsi, plus les grains sont proches et plus l’interaction cohésive est importante. On dénombre alors cinq principaux mécanismes :
- Les forces intermoléculaires : liaisons de faible énergie qui jouent un rôle prédominant si la taille des grains est inférieure à 100 µm. L’interaction devient extrêmement forte si la taille est inférieure à 0.01 µm.
- Pont liquide mobile : Il s’agit d’un pont capillaire entre deux grains favorisant alors leur rapprochement. Ce phénomène a lieu si la particule est mouillée par un liquide comme de l’eau.
- Pont liquide immobile : Même phénomène que dans le cas précédent mais dans ce cas, le liquide est plus visqueux et les liaisons sont très fortes.
- Pont solide : C’est ici où les liaisons sont les plus fortes. Il s’agit d’un phénomène de liquéfaction suivi d’une recristallisation. C’est le cas par exemple du glucose qui passe à l’état liquide-plastique à 31°C. Si le stockage à lieu dans cette plage de température, on s’expose à ce phénomène surtout si la salle de stockage est soumise à des fluctuations thermiques.
- Imbrication mécanique : Dans ce cas, il s’agit d’une particule incluse dans une autre via une opération mécanique. La particule s’est déformée et la surface de la particule a été modifiée.
4- La déliquescence des poudres
La déliquescence est, par définition, la propriété d’une poudre à absorber l’humidité de l’air et à passer de l’état cristallin à l’état liquide. Ce phénomène est très prononcé pour les particules hydrophiles comme le sucre.
Au fur et à mesure que l’humidité de l’air augmente, la poudre de gorge d’eau. Pour de faibles humidités, la poudre n’est entourée que de vapeur d’eau. A partir d’un seuil, appelé Humidité Relative de Déliquescence (ou HRD), l’eau pénètre les grains jusqu’à sa complète liquéfaction.
On note 4 mécanismes qui expliquent et montrent la déliquescence :
- L’état pendulaire : L’eau s’intercale entre les grains sous la forme d’anneaux. Cependant, l’écoulement de la poudre reste libre
- L’état funiculaire : Les anneaux formés par l’eau coalescent mais de l’air est encore présent entre les grains. La poudre devient plus rigide et l’écoulement, même s’il persiste, devient plus difficile.
- L’état capillaire : Dans ce cas, tout l’air entre les grains a été remplacé par de l’eau. La poudre s’agglomère complètement. C’est le mottage.
- L’état de goutte : Le liquide occupe tout l’espace et enveloppe complètement les grains. La poudre est fortement humide et devient collante. Dans ce cas, la solubilisation est proche.
5- Eviter le mottage ?
Pour réduire le phénomène de mottage, il est impératif de contrôler l’environnement externe car c’est bien là que la marge de manœuvre est la plus grande. Malgré tout, il existe plusieurs façons de le réduire :
- La granulation : On limite les points de contact entre les particules en augmentant la granulométrie des grains ou bien en homogénéisant la forme des particules,
- Le séchage : Pour garantir une humidité suffisamment basse pour éviter la prise d’eau,
- L’introduction d’agents anti-mottants : Pour rendre la surface imperméable à l’eau (hydrophobe) et ainsi améliorer son écoulement. Parmi eux on note :
- les émulsifiants : Ils présentent une dualité hydrophile-hydrophobe et peuvent s’adsorber à la surface des solides. Ils recouvrent le grain d’une barrière hydrophobe qui empêche la reprise en humidité. De plus, ils génèrent des gênes stériques qui limitent l’agglomération. Parmi les plus utilisés dans l’industrie du sucre on note l’utilisation du stéarate de magnésium (E572) à 1% bien que la règlementation l’autorise jusqu’à 2%.
- les poudres finement divisées : Ce sont aussi des poudres mais de granulométrie plus faible que les grains à protéger. En somme, cet agent permet d’enrober les grains, de les lisser et de réduire les imperfections de surface. Ainsi, l’absorption de l’eau se fait plutôt sur l’agent que sur la particule. Parmi eux on trouve l’utilisation de poudres minérales telles que des silicates ou bien du talc. Les poudres d’amidons sont également employées (car jugées plus naturelles) et l’amidon de pomme de terre semble être la plus efficace car elle contient des dérivés phosphatés qui induisent des particules négatives en surface tout en possédant un excellent pouvoir liant. 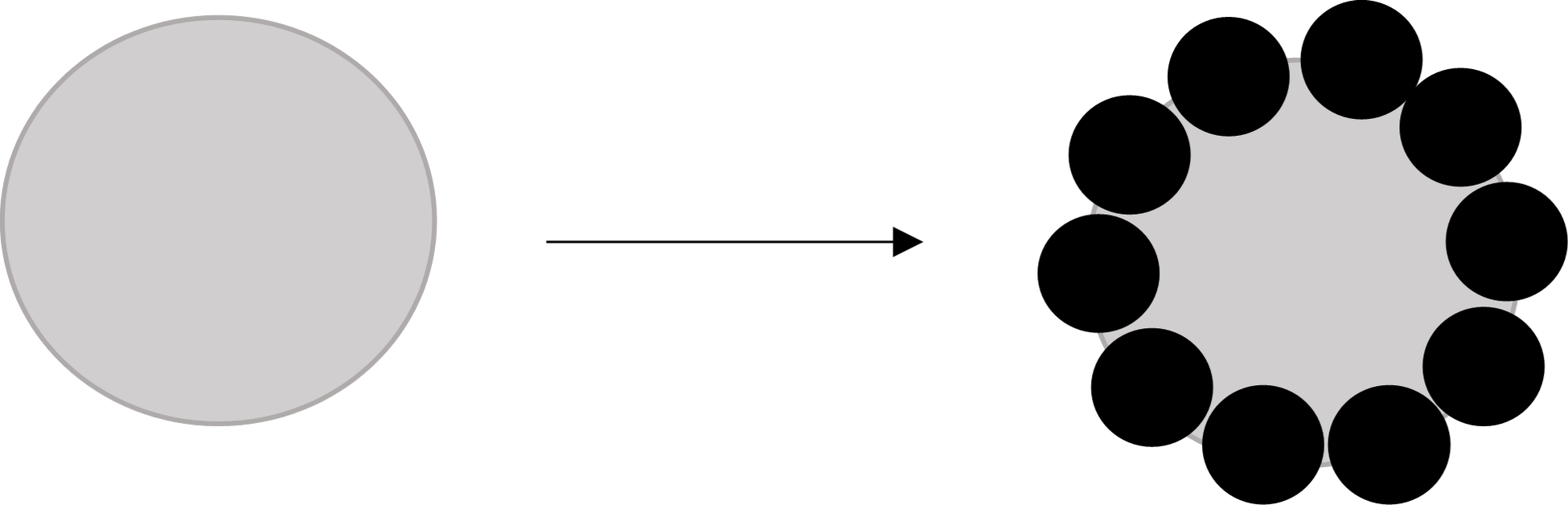
Conclusion :
Le mottage est un phénomène indésirable qui s’explique selon plusieurs facteurs intrinsèques ou extrinsèques. Parmi les principaux phénomènes, la nature hydrophile/hydrophobe du grain et sa granulométrie pilotent principalement les interactions entre les particules. Le contrôle de la température et de l’humidité ambiante va alors dicter l’hygroscopicité générale ou bien le passage de l’état solide à liquide en périphérie des grains. Au CRT AGIR, ces phénomènes sont bien connus et notre accompagnement s’est déjà intéressé aux poudres de sucre ou de chocolat via des approches analytiques sur les produits eux-mêmes ou les procédés mis en œuvre. Contactez-nous pour un accompagnement personnalisé sur cette thématique !